1 - Le Maltage
2 - Le Brassage
3 - Filtration du moût
4 - Cuisson et houblonnage
5 - La fermentation
6 - La filtartion et l'embouteillage
La bière se fait selon un long processus où la rigueur est de mise. On peut le diviser en 5 grandes étapes: le brassage, la filtration du moût, la cuisson et le houblonnage, la fermentation, et finalement la filtration et l’embouteillage. Il existe toute une série de réactions chimiques et de transformations dans le processus de fabrication de la bière Plusieurs de ces importantes réactions ne se déroulent même pas en brasserie, mais bien dans les centres de production du malt. La production du malt est une étape antérieure à la fabrication de la bière, mais elle est essentielle.
Le maltage a pour but de développer dans l’orge toutes les enzymes
nécessaires pour le brassage ultérieur. De plus, il doit donner
au grain sa friabilité pour permettre la transformation de l’amidon
en saccharose. Finalement, le maltage doit donner à l’orge un arôme
plus développé.
Le maltage se fait en 5 étapes: la préparation, le trempage, la
germination, le touraillage et le traitement final.
A- La préparation
Dans un premier temps, on s’assure que le grain d’orge est prêt
à germer. On le fait sécher légèrement sur la touraille,
ou, dans des fours à séchage. Le grain peut perdre, lors de cette
étape, environ 15 à 16% de son eau.
Ensuite, on le fait vieillir ou mûrir dans des silos ou greniers à
ruissellement, où le grain doit être le moins possible privé
d’oxygène. Les silos sont construits de façon à ce
que le grain ne reste jamais en place et on lui fournit de l’oxygène
par un puissant système d’aération. Le grain, en respirant,
libère de l’eau et de la chaleur. Ces produits de combustion doivent
être évacués car ils pourraient entraver le vieillissement
du grain en partant trop tôt sa germination.
On nettoie ensuite les grains. On le fait passer par divers tamis où
les impuretés sont évacuées à l’aide de ventilateurs.
On s’assure aussi qu’il ne reste pas d’objets métalliques
parmis les grains en les faisant passer près d’un puissant aimant.
Puis, on calibre les grains, toujours à l’aide de tamis.
B- Le trempage
Le trempage consiste en une suite de trempages d’environ douze heures
chacun entrecoupés de périodes d’aération. Le but
de cet exercice est de fournir à l’orge toute l’eau et l’oxygène
nécessaire à la germination. L’eau contenue dans les bacs
de trempage ne doit pas contenir de sels. Bien que la membrane extérieure
de l’orge ne laisse pas entrer les sels, les grains d’orges auraient
tendance à rééquilibrer le taux de salinité intra
cellulaire en évacuant leur eau. De plus, les sels s’attaquent
à la membrane de l’orge qui contient des tanins, qui sont importants
lors du brassage. La qualité de l’eau est donc un phénomène
important au cours du maltage, mais aussi au cours du brassage, ce dont nous
reparlerons.
C- La germination
On laisse le grain environ dix jours dans une pièce où il est
constamment en mouvement. La pièce doit avoir un taux d’humidité
élevé et une température avoisinant quinze degrés
celsius. La germination donne à l’extrémité du grain
des radicules et des radicelles. Ce sont les germes.
L’amylase, une enzyme contenue dans les cellules de l’orge, transforme
l’amidon en sucres et les protéines en acides aminés. C’est
environ 5% de l’amidon de l’orge qui sera transformé en sucres,
mais les enzymes nécessaires à ce processus ne pouvaient se développer
que pendant la germination.
Il y a une autre réaction chimique importante qui survient dans la germination,
c’est la liquéfaction des parois cellulaires. Les cellules dans
la graine d’orge perdent leurs parois cellulaires par l’action combinée
de plusieurs enzymes: la citasse, la xylanase et les pectases. L’intérieur
de la graine peut maintenant se désagréger, pour pouvoir retirer,
ultérieurement, la farine.
D- Le touraillage
On emmène ensuite les grains dans la touraille. C’est un immense
four où on grille les grains d’orge. Cette étape permet
au grain de trouver sa coloration. Le grain restera environ 30 heures dans la
touraille, à une température de 45 oC. Ensuite, on donne le coup
de feu. On chauffe intensément les grains pendant environ 5 heures. Une
bière blonde nécessite des grains légèrement torréfiés,
on les chauffe à 80 oC. Une bière noire a besoin de grains très
torréfiés, presque noirs, on les chauffe à 105 oC. Les
bières rousses auront des grains moyennement torréfiés
ou un mélange de grains blonds et noirs.
C’est lors du coup de feu que les grains prennent leur couleur et leur
arôme. Quand il reste de l’humidité dans les grains et qu’on
les fait chauffer à une température près de 60-70 oC, il
y a réaction chimique. Les sucres de l’orge entre en réaction
avec les aminoacides et donnent des produits aromatiques colorés, les
mélanoïdes. C’est le même genre de réaction que
la caramélisation. Les mélanoïdes sont à la base de
la coloration du grain. Ce processus n'est pas sans rappeler celui du bronzage
de notre peau.
Le touraillage bloque aussi l’activité des enzymes, et empêche
la dégradation du malt. Le grain ne contient plus que 1 à 3 %
d’eau.
E- Le traitement du malt
On débarrasse ensuite les grains d’orge de leurs radicules. Ceux-ci
s’enlèvent facilement quand les grains sont encore chauds. Puis
on laisse vieillir les grains deux ou trois semaines avant de brasser. Pour
100kg d’orge initial, on obtient 75kg de malt. Cette différence
est principalement due aux pertes d’eau et à la perte des radicules.
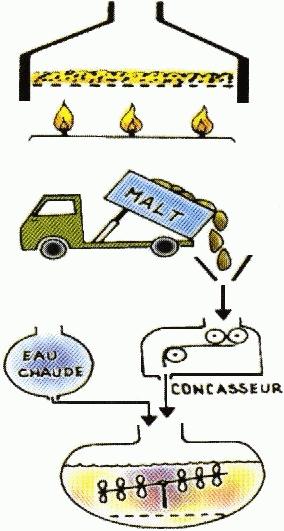
C’est ici que commence vraiment la fabrication de la bière. Il
s’agit de prendre le malt ainsi que les autres grains et de les faire
bouillir pour en retirer toutes les substances qu’elles contiennent et
qui sont utiles au brassage. Dans un premier temps, le brasseur doit concasser
les grains de malt pour en faire de la farine. Plus cette farine sera fine,
plus l’extraction sera facile. Il ne sera cependant pas facile de filtrer
le moût. La membrane extérieure du grain devra aller dans la solution
mais elle devra toutefois rester entière afin de pouvoir être facilement
enlever lors du filtrage. Le malt doit donc être parfaitement traité
et doit pouvoir se désagréger facilement. On utilise pour cela
des rouleaux compresseurs.
Lors du brassage, l’eau est le solvant. C’est elle qui dissout les
sucres, les protéines et la plupart des autres substances contenus dans
le malt. On doit faire chauffer l’eau de façon à ce que
toutes les substances que l’on désire soient dissoutes. On met
le malt dans d’immense bassin et on ajoute de l’eau chaude tout
en brassant le mélange appelé moût. On ajoute aussi souvent
des grains crus: ce sont des grains ou des farines d’autres céréales,
comme le maïs, le riz ou le blé.
Vers 45-50 oC, les protéines du malt se transforment en acides aminés,
par l’action combinée de l’eau et des enzymes (protéinases
et peptidases) qui sont réactivés. Entre 60 oC et 65 oC, les sucres
fermentescibles se forment par la décomposition de l’amidon. Il
faut donc que le brasseur joue sur la durée d’exposition du moût
aux températures désirées. Par exemple, si le brasseur
veut extraire plus de sucres, il restera plus longtemps à 60 oC. De plus,
l’eau doit être légèrement acide afin de favoriser
l’action des enzymes et empêcher l’enveloppe du malt de libérer
trop de tanins. Le pH sera souvent abaisser vers 5.2.
Il existe deux façons de brasser. La première est dite par infusion.
On met les grains dans les cuves. On fait monter la température progressivement
en ajoutant de l’eau chaude ou en faisant chauffer la cuve elle-même.
On modifie facilement la durée d’exposition du moût à
la température voulue. C’est la méthode la plus souvent
utilisée. La deuxième façon est dite par décoction,
on fait cuire séparément certaines composantes du moût et
on les met ensemble. C’est la méthode utilisée principalement
en Europe centrale pour la fabrication de bière de fermentation basse.
Le moût doit être clair et contenir beaucoup de sucres fermentescibles.
On peut faire des tests pour connaître le taux de sucres contenu dans
le moût, mais la façon la plus utilisée pour connaître
les temps d’exposition et les températures reste empirique. Le
brasseur est un scientifique dans ce sens qu’il observe, qu’il compare,
qu’il teste et qu’il est souvent en mesure de prévoir le
résultat de ces expérimentations. Il doit aussi avoir du flair.
On fait ensuite passer le moût dans des filtres. Ce qui reste du moût est appelé drèche. On la lave avec de l’eau chaude afin de ne pas avoir de perte et on la fait sécher. La drèche est ensuite utilisée comme nourriture pour le bétail. Elle contient encore des protéines, des fibres et un peu d’amidon. Récemment une industrie québécoise, Unibroue, pour ne pas la nommer, a déposé un brevet de croustilles faites à partir de drèche. Ce serait un moyen efficace pour les brasseries d’augmenter leurs chiffres d’affaires et cela pourrait donner aux amateurs de bière un accompagnement des plus appropriés pour leur boisson préférée.
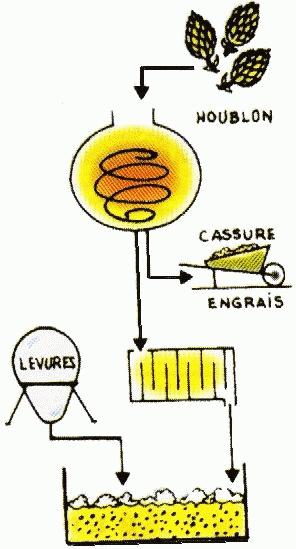
On envoie ensuite le moût dans un autre bassin où on le fait cuire
environ deux heures et où on ajoute les éléments aromatiques,
comme l’incontournable houblon. La cuisson a pour but de stabiliser le
moût en détruisant les enzymes du malt et en le stérilisant.
Les substances azotées instables vont aussi se coaguler et former de
l’écume sur le moût. On appelle ce phénomène
la cassure. Cette écume sera retirée du mélange et utilisé
comme engrais.
Le houblon est ajouté au moût. Son rôle est important. Il
fournit au moût, par l’intermédiaire de ces résines,
deux acides qui stérilisent et donnent l’amertume à la bière.
Pour garder un peu des huiles essentielles du houblon on l’incorpore une
première fois après une heure de cuisson et on en ajoute de temps
en temps jusqu’à la toute fin. Le houblon doit toutefois cuire
longtemps afin de libérer ses résines dans le moût.
On ajoute aussi d’autres produits aromatisants. Leur nom et quantité
restent secrets. Ils donnent le cachet particulier à la bière.
On sait maintenant que la plupart des bières dites blanches sont aromatisées
avec des pelures d’orange et de la coriandre.
Il arrive aussi que les tanins libérés dans la bière entre
en contact avec les albumines (substances azotées) et forment de minuscules
particules blanchâtres. Celles-ci rendent le moût et la bière
opaques. En refroidissant le moût il arrive que ces particules remontent
à la surface et s’agglutinent, on dit alors qu’il y a cassure.
On prend alors ces résidus, riches en protéines, pour en faire
des engrais.
Lors du refroidissement, on doit s’assurer que le moût reste stérile
et qu’il y ait une quantité suffisante d’oxygène dissout
pour assurer une bonne fermentation. On le refroidit en premier en le versant
dans un immense bac peu profond. La salle qui contient ce bac doit être
stérile et contenir des murs pouvant facilement absorber l’humidité
car la condensation et l’écoulement des gouttelettes pourraient
contaminer le moût. On fait ensuite couler le moût sur des radiateurs
à eau froide. Le moût est ensuite ensemencé de levures et
prêt pour la fermentation.
Il existe deux types de fermentation pour la bière. La fermentation
haute, qui utilise des levures de type Saccharomyces cerevisiae et la fermentation
basse, avec les levures de type Saccharomyces uvarum. La fermentation haute
donne des bières de type ale, populaire surtout en Angleterre, et la
fermentation basse donne des bières de type lager, popularisé
par les brasseries d’Europe centrale. Les bières de fermentation
basse doivent fermenter plus longtemps et à des températures plus
basses que les bières de fermentation haute.
On verse le moût dans dans une cuve et on le laisse reposer plusieurs
jours. Après environ 8 heures, il se forme une mousse en surface. La
fermentation est bien entamée. La mousse devient de plus en plus frisée
et ressemble à un chou-fleur, d’où son nom allemand krausen.
Plus il y a de mousse et plus elle est compacte plus la fermentation se déroule
bien. Après quelques jours, la mousse devient brune. Les résines
amères et le tanin de la mousse se sont oxydés. Il est préférable
d’enlever cette mousse pour ne pas détériorer le goût
de la bière. On arrête la fermentation lorsque les levures sont
floculées, c’est-à-dire qu’elles se tiennent en agrégats.
La seule façon du savoir est de regarder au microscope un échantillon
de bière.
On envoie ensuite le moût dans une cuve fermée par des bondes et
où le gaz carbonique seul pourra sortir. On doit s’assurer à
ce moment que rien n’entre dans le moût. C’est la fermentation
secondaire qui sature le moût de gaz carbonique. Pour cela, on descend
la température du moût près de zéro. Mais il ne faut
pas trop descendre en dessous de cette température car sinon les levures
ne produiront plus d’alcool. On peut aussi, afin de s’assurer que
la bière est saturée de gaz carbonique, en injecter sous pression
dans la cuve en gardant la température très basse. C’est
le chilling. C’est une méthode employée par les grandes
brasseries pour réduire le temps de stockage du moût. Les micro-brasseries
laissent souvent le moût se charger naturellement de gaz carbonique. Certaines
font même faire la fermentation secondaire à même la bouteille.
C’est aussi le principe utilisé pour faire de la bière à
la maison. Les bières dites dry ont très peu de sucres à
la fin de la fermentation. La quantité de sucre initialement présente
dans le moût est presque entièrement transformée en alcool.
Le moût est maintenant de la bière. Il possède les principales
composantes de son goût et il est pétillant. Il ne reste qu’à
le filtrer et à l’embouteiller.
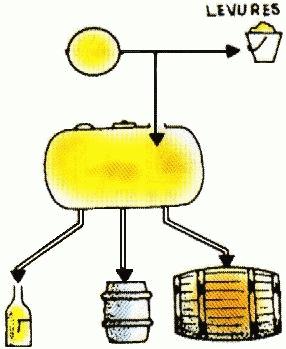
On clarifie une dernière fois la bière. Pour cela, on utilise
des colles animales ou végétales, mais plus souvent de la colle
de poisson. Les colles sont des protéines; elles ressemblent à
du blanc d’œuf. Ne vous demandez pas d’où vient celle
du poisson, vous ne voudriez peut-être plus boire de bière (elle
provient des sécrétions de sa prostate!). Ces colles enlèvent
le trouble protéique que l’on retrouve dans les bières.
Mais il arrive parfois que les particules soient trop fines et restent en suspension
dans le liquide. Aucun filtre ne peut prendre non plus ces particules.
On filtre ensuite la bière à l’aide de centrifugeuses, si
on en a les moyens. Sinon, on refroidit la bière légèrement
sous le point de congélation et en la gardant sous pression. Les impuretés
de la bière gèleront avec l’eau contenue dans la solution
et il sera alors facile de les enlever avec un filtre. C’est la technique
de la "ice" qui est très souvent utilisée par les micros-brasseries
qui n’ont pas les moyens de s’acheter des centrifugeuses.
On passe ensuite la bière dans des filtres en gardant toujours la pression
très forte afin de ne pas perdre de gaz carbonique. Les levures sont
récupérées et réutilisées. On peut ainsi
utiliser les mêmes levures pendant plusieurs années. Certaines
brasseries européennes utilisent les même souches de levure depuis
plus d’un siècle.
La principale menace pour la bière est l’infection. On nettoie
les bouteilles en les faisant tremper dans plusieurs bassins et en injectant
sous pression une quantité d’eau et de produit stérilisant.
On les remplit ensuite de bière et on les bouchonne immédiatement.
On les pasteurise ensuite en faisant tremper les bouteilles dans des bassins
où la température augmente successivement jusqu’à
60 oC. Louis Pasteur avait été engagé à l’époque,
vers 1865, pour trouver pourquoi les bières et les vins se gâtaient
aussi souvent. C’est lui qui s’était rendu compte que des
bactéries résidaient souvent dans ces produits et modifiaient
le produit en s’y multipliant. Il recommanda de faire chauffer les boissons
à 120 oC pendant plus de vingt minutes afin de tuer les bactéries
pouvant se retrouver dans le liquide. Il n’est pas nécessaire de
chauffer la bière à une température aussi élevée,
puisqu'elle est un milieu acide et elle contient des produits toxiques comme
l’alcool, qui éliminent déjà plusieurs bactéries.
De plus, les normes sont très rigoureuses quant à toutes les étapes
précédant la pasteurisation.
Vous est-il déjà arrivé de vous demander pourquoi la bière
pétille? C'est un phénomène physique intéressant.
Lorsqu'on fabrique la bière, on la tient sous pression et le gaz carbonique,
produit de la fermentation, se dissout dans la bière. Le gaz est habituellement
sous une pression de trois atmosphères. Si vous brassez de la bière
à la maison, on vous fait ajouter du sucre dans la bière juste
avant de l'embouteiller. C'est pour qu'il y ait une deuxième fermentation
et que du gaz carbonique se forme et se dissolve dans la bière. Si on
regarde la bière, lorsqu'elle est encore embouteillée, elle ne
pétille pas. Mais dès qu'on l'ouvre, alors elle pétille.
Que se passe-t-il? En décapsulant la bouteille, la pression du gaz contenu
dans le sommet de la bouteille chute. La poche de gaz se dilate et elle se refroidit
par le fait même, selon le principe de l'équation de l'équilibre
des gaz:
PV = nRT
En gros, cette équation dit que si la pression augmente, pour une même
quantité de gaz et pour un volume constant, alors que la température
diminue. Il se forme effectivement une légère brume à l'ouverture
de la bouteille. C'est la vapeur d'eau, qui, contenue à l'intérieur
de la bouteille, s'est condensée due au refroidissement soudain. Selon
la loi de Henry, la solubilité d'un gaz est proportionnelle à
sa pression, et lorsque la pression diminue, comme c'est le cas lorsqu'on ouvre
la bouteille, alors la solubilité du gaz diminue et il sort de la bière
sous forme de bulles. De plus, les molécules de gaz carbonique tendent
à rétablir l'équilibre avec le CO2 de l'atmosphère.
L'observateur attentif aura remarqué que les bulles se font souvent à
des endroits précis. Pourquoi?
Parce que la pression locale doit être très élevée,
pour qu'une bulle réussisse à s’échapper de la bière.
La bulle se forme donc à des endroits plus faciles, où il y a
déjà de l'air. On estime qu'après une heure à l'air
libre, la bière a 10 000 fois moins de gaz carbonique qu'à son
ouverture. Au Québec, on dit d'une bière n'ayant plus de gaz,
qu'elle est "flat".
La mousse résulte évidemment des bulles faites par la bière.
Certaines bières font plus de mousse que d'autres et certaines sont plus
consistantes. C'est à cause de leur corps. Plus une bière a de
corps, plus sa mousse sera onctueuse et riche. Pour cela, il faut que la bière
contienne encore des protéines qui augmentent la force de cohésion
des molécules en solution dans la bière. La mousse peut donc durer
plus longtemps et avoir plus de corps.
Les brasseries peuvent réutiliser environ quinze à vingt fois
les bouteilles de bière. Ensuite, ils les font broyer et en refont de
nouvelles bouteilles. Molson, par exemple, recycle 98% de ses bouteilles et
83% de ses canettes. Les bouteilles de bière sont brunes car le brun
absorbe la plupart des longueurs d’onde de la lumière qui pourraient
oxyder les composantes de la bière. La bière peut ainsi se garder
plus longtemps dans une bouteille brune que dans une bouteille blanche. Le principe
est le même pour les bouteilles de vin qui sont généralement
vertes.